
Многофункциональный токарный обрабатывающий центр Vturn-Q200








- Подробно
- Технические характеристики
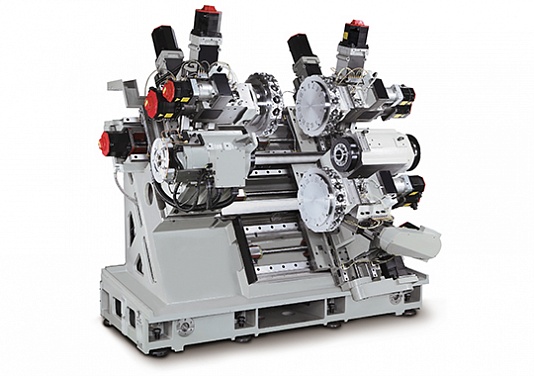
VTURN-Q200 - это многозадачный токарный центр, разработанный для обеспечения высокой производительности, точности и удобства управления. Он является идеальным выбором для решения самых сложных технологических задач на высочайшем уровне.
Производительная работа с тремя револьверными головками
VTURN-Q200 обеспечивает производительную работу с тремя револьверными головками с приводным инструментом и осью Y на всех трех. Два верхних револьвера работают с двумя равноценными шпинделями одновременно, обеспечивая максимальную производительность. Третья револьверная головка (нижняя револьверная головка) минимизирует разницу во времени обработки между шпинделем SP-1 и шпинделем SP-2, чтобы синхронизировать циклы обработки между ними. Также эта револьверная головка может использоваться в качестве передвижного люнета или задней бабки.
ЖК-дисплей Victor Fanuc 31i-B
ЖК-дисплей Victor Fanuc 31i-B со стандартным 15-дюймовым ЖК-дисплеем входит в стандартную комплектацию модели с 3-мя револьверными головками. Он отображает техническую информацию для каждой отдельной револьверной головки на одном экране, что позволяет легко управлять станком без переключения на другую револьверную систему.
Роботизированная ловушка готовых деталей
Используя станок либо с устройством подачи прутка, либо с системой рабочей подачи штучных заготовок, роботизированная ловушка готовых деталей удаляет готовые детали из рабочей зоны станка в приемник деталей, тем самым формируя беспилотную линию обработки.
| Основные | |
| Макс. диаметр обрабатываемого прутка, мм | 52 |
| Максимальный диаметр обработки над станиной, мм | 330 |
| Расстояние между центрами, мм | 850 |
| Максимальный диаметр обрабатываемой детали, мм | 298 |
| Макс. диам. заготовки между 1 и 2 шпинделем, мм | 294 |
| Стандартный диаметр обрабатываемой детали, мм | 298 |
| Перемещения по осям | |
| Ход по оси Y, мм | ±45 (90) |
| Ход по оси Z, мм | Z1: 600, Z2: 600 |
| Ход по оси E (противошпиндель), мм | 600 |
| Ускоренная подача, м/мин | X1/X2: 24, Z1/Z2: 36, Y1/Y2: 12, E: 24 |
| Ход по оси Y1/Y2/Y3, мм | ±45 (90) |
| Ход по оси Х, мм | 205 (185+20) |
| Шпиндель | |
| Мощность мотора шпинделя, кВт | 22/25 |
| Диаметр патрона главного/противошпинделя, дюйм | A2-6 (8") |
| Хвостовик шпинделя (патрон), дюйм | A2-6 (8") |
| Канал шпинделя, мм | 62 |
| Внутренний диаметр подшипника, мм | 100 |
| Частота вращения шпинделя, об/мин | 5000 |
| Противошпиндель | |
| Мощность двигателя противошпинделя, кВт | 22/25 |
| Револьверная головка | |
| Количество инструментов | 12 |
| Размер державки призматического инструмента, мм | 20 |
| Максимальный диаметр осевого инструмента, мм | 40 (BMT-55) |
| Скорость перемещений | |
| Ускоренная подача, м/мин | X1/X2: 24, Z1/Z2: 36, Y1/Y2: 12, E: 24 |
| Двигатели | |
| Мощность мотора приводного инструмента, кВт | 4.5 |
| Мощность сервомоторов подачи, кВт | X1/X2/X3: 4, Z1/Z2/Z3: 3, Y1/Y2/Y3: 3 |
| Скорость подачи | |
| Скорость рабочей подачи стола, м/мин | X/Z=0~1260 |
| Инструменты | |
| Количество инструментов | 12 |
| Размер державки призматического инструмента, мм | 20 |
| Максимальный диаметр осевого инструмента, мм | 40 (BMT-55) |
| Мощность мотора приводного инструмента, кВт | 4.5 |
| Время смены инструмента (без перемещения диска вверх/вниз), сек | 1.0 (смежные) |
| Максимальная скорость приводного инструмента, об/мин | 6000 |
| Станок | |
| Потребляемая мощность, кВА | 80.2 |
| Ёмкость бака СОЖ, л | 420 |
| Стандартный ЧПУ контроллер | 0i-TD (10.4”) |
| Вес станка, кг | 10000 (10200) |
| Габариты станка, мм | 4803 x 2335 x 2410 |
| Главный шпинедль (слева) | |
| Диаметр патрона главного/противошпинделя, дюйм | A2-6 (8") |
| Канал шпинделя, мм | 62 |
| Внутренний диаметр подшипника, мм | 100 |
